
PCBN Inserts for Brake Disc/Drum
1. Halnn CBN Materials for machining Gray Cast Iron
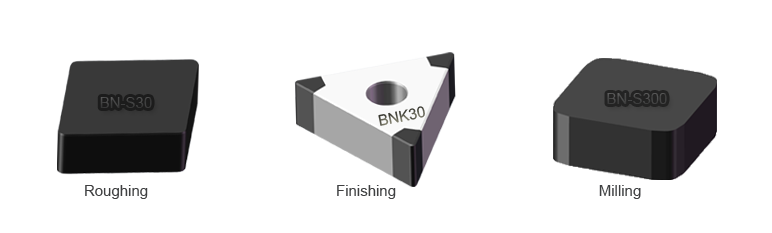
Insert Grade | Suited Materials | Machining Type | Typical Application |
BN-S300 | Gray Cast Iron | Roughing, Finishing | Brake Disc, Cast Iron Engine,Gearbox, Cylinder Liner |
BN-S30 | Gray Cast Iron | Roughing | Brake Disc, Cast Iron Engine,Gearbox, Cylinder Liner |
BN-K20 | Gray Cast Iron | Semi-Finishing, Finishing | Brake Disc, Cast Iron Engine,Gearbox |
BNK30 | Gray cast iron, Iron based alloy | Semi-Finishing,Finishing | Brake Disc, Brake Drum, Cast Iron Engine, Gearbox |
2. The cutting condition of Halnn CBN Insert
CBN Content | Characteristics | Halnn CBN | Cutting Depth | Condition |
High Content | Toughnes(Roughing) | BN-S30 | 1-10mm | Semi-Interrupt |
BN-S300 | ≤2mm | Continuous | ||
BNK30 | ≤1.5mm | Continuous | ||
BN-K20 | ≤0.5mm | Continuous |


3. The advantages of Halnn CBN Inserts machining gray cast iron part
(1) Improve Efficiency: Compared with coating carbide insert, it can realize high speed machining,and the suitable linear speed will be: 250~450m/min for roughing process, 450~800m/min for finishing process. And it also be suitable for the high speed milling with 1500m/min or above. The efficiency will be about 2 times more than cabide insert.
(2) Improve Tools Durability: The tool life of Halnn CBN Insert is about 15 times of carbide insert.
(3) Improve Roughness: Halnn BN-K20 and BN-S30 can receive the roughness within Ra1.6, is much better than carbide insert.
(4) Characteristics of Halnn CBN inserts: BN-S30 and BN-S300 adopt non-metal adhesive, improved the thermal conductivity and the strength, not only extand the insert lifetime, but also improve the impact resistance. And BN-S30 can be used for roughing process, BN-S300 can be used for finishing process. BN-K20 and BNK30 belong to brazed pcbn insert, both of them can be used for finishing process.
Application Case 1
| Item | Brake Disc Manufacturer | Advantages compraison |
Component Materials | GG25(HT250) |
With BN-S300 Solid cbn insert, The tool life improved 45% |
Machining Condition | Roughing,dry cutting | |
Selected Insert | BN-S300 CNGN120716 | |
| Cutting Parameters | Vc=950m/min,Fr=0.7mm/r,ap=2mm |
Application Case 2
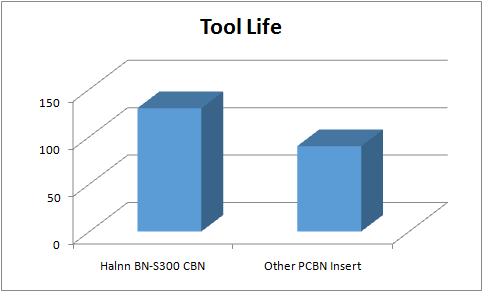
| Item | Brake Disc Manufacturer | Image |
| Component Materials | GC250 (HT250) |  |
| Machining Process | Finishing, Dry Cutting | |
| Hardness | HB180~HB220 | |
| Selected insert | CNGN120412 | |
| Testing Performance Comparison | ||
Insert Materials | Cutting Parameters | Machining Qty |
Halnn BNK30 | Vc=1150,Fr=0.2,ap=0.25 | 640 |
Other PCBN | Vc=880,Fr=0.2,ap=0.25 | 475 |
The tool life improved 35%, and the efficiency improved about 30% ! | ||
Application Case 3
| Item | Brake Disc Manufacturer | Image |
| Component Materials | GC250 (HT250) | 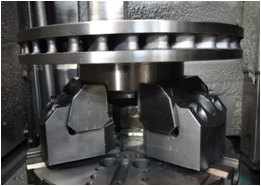 |
| Machining Process | Finishing, Dry Cutting | |
| Hardness | HB210 | |
| Selected insert | BN-S300 C06 SCGN090412 | |
| Testing Performance Comparison | ||
Insert Materials | Cutting Parameters | Product Image |
Halnn BN-S300 C06 | Vc=900,Fr=0.25,ap=0.3 |  |
The Tool Life of Coating CBN Inserts improved about 30%, And the roughness Keeped Ra1.6 | ||
Application Case 4
| Item | Brake Disc Manufacturer | Image |
| Component Materials | FC250 (HT250) |  |
| Machining Process | Finishing, Dry Cutting | |
| Hardness | HB170~HB210 | |
| Selected insert | BNK30 TNGA160408-6S | |
| Testing Performance Comparison | ||
Insert Materials | Cutting Parameters | Machining Qty |
Halnn BNK30 | Vc=1000,Fr=0.2,ap=0.3 | 160 |
Other PCBN | Vc=800,Fr=0.2,ap=0.3 | 100 |
The tool life improved 60% ! | ||
Application Case 5
| Item | Brake Drum Manufacturer | Image |
| Component Materials | FC250 (HT250) |  |
| Machining Process | Finishing, Dry Cutting | |
| Hardness | HB170~HB210 | |
| Selected insert | WNGA080408-6S | |
| Testing Performance Comparison | ||
Insert Materials | Cutting Parameters | Machining Qty |
Halnn BNK30 | Vc=650,Fr=0.2,ap=0.5 | 120 |
Other PCBN | Vc=650,Fr=0.2,ap=0.5 | 70 |
The tool life improved 40% ! | ||
Application Case 6
| Item | Brake Drum Manufacturer | Image |
| Component Materials | FC250 (HT250) |  |
| Machining Process | Roughing, Dry Cutting | |
| Hardness | HB170~HB210 | |
| Selected insert | BN-S300 CNMN120712 | |
| Testing Performance Comparison | ||
Insert Materials | Cutting Parameters | Machining Qty |
Halnn BN-S300 | Vc=500,Fr=0.55,ap=2 | 200 |
Other PCBN | Vc=180,Fr=0.2,ap=2 | 30 |
The tool life improved 1.8 Times! | ||
Application Case 7
| Item | Brake Drum Manufacturer | Image |
| Component Materials | GC250 (HT250) | |
| Machining Process | Finishing, Dry Cutting | |
| Hardness | HB170~HB210 | |
| Selected insert | CNGN120412 | |
| Testing Performance Comparison | ||
Insert Materials | Cutting Parameters | Machining Qty |
Halnn BN-S300 | Vc=1150,Fr=0.2,ap=0.25 | 640 |
Other PCBN | Vc=880,Fr=0.2,ap=0.25 | 471=5 |
The tool life improved 35%, and the Efficiency improved about 30%! | ||