Hard Turning instead of Grinding is using turning process as the final or finishing process instead of grinding process. Turning instead of grinding has been widely used in many different industries. The following will share you some experience on hard turning insert and hard turning process advantages.
1. Hard Turning instead of Grinding improve the efficiency
Generally, the metal remove rate is about 3~4 times of grinding process, and the energy costs only about 20% of grinding process. So the efficiency will be improved obviously.
2. What roughness can the surface be achieved with hard turning instead of grinding?
In current times, the roughness with turning instead of grinding can reach Ra0.4, if with wiper insert, the insert life will extend. And Halnn BN-H10 C25 coating pcbn will extend the tool life about 1 more times than common cbn insert.
3. Dry Cutting or Wet Cutting for turning instead of grinding process
Turning instead of Grinding is formed through making the materials annealing. If with coolant, it will lower the cutting force and Increase wear, and then shorten the tool life, so it doesn’t need to add the cutting fulid. For the component which size is affected by the temperature, the customers can choose wind coolant. For some cutting process which need coolant, you can choose CBN Grade BN-H20 and BN-H10.
4. The cutting tool materials of hard turning
If it is small qty production, you can choose suitable carbide insert, If it is mass production, we can choose coating carbide insert, ceramic insert and cbn insert depending on the component hardness and working allowance.
(1) Coating Carbide Insert: Suit for the component which hardness is below HRC45, with low cutting speed.
(2) Ceramic Cutters: Suit for the component which hardness is between HRC40~55, and avoid interrupt cutting.
(3) CBN Insert: Suit for the component which hardness is above HRC45, CBN Insert also can be divided into Brazed PCBN Insert and Solid CBN Insert. And when the cutting depth is less than 0.5mm, we can choose brazing pcbn insert, when the cutting depth is between 0.5~1.5mm, this component usually belong to large scale, steel iron, mining industry, we can choose solid cbn insert. The featured CBN Grade is Halnn BN-S20 , which can be used for hardened steel and high speed steel which cutting depth is about 7mm.
Halnn already resareched a series cbn grade for hard turning from continuous, semi-interrupt to heavy interrupt turning condition, from roughing to finishing process.
|
CBN Content
|
CBN Grade
|
Cutting Depth
|
Recommend Cutting Condition
|
|
Low content
|
BN-S20
|
1-10mm
|
Interrupt-Continuous
|
|
BN-H20
|
≤ 1mm
|
Semi-Interrupt
|
|
BN-S200
|
≤ 1mm
|
Continuous
|
|
BN-H11
|
≤ 1mm
|
Continuous
|
|
BN-H10 C25
|
≤ 0.5mm
|
Continuous-Light Interrupt
|
|
BN-H10
|
≤ 0.5mm
|
Continuous-Light Interrupt
|
|
BN-H21
|
≤ 0.5mm
|
Heavy Interrupt
|
|
BN-H21 C25
|
≤ 0.5mm
|
Heavy Interrupt
|
Common field which used hard turning

Featured CBN Insert for hard turning
1. CBN Inserts with Chipbreaker
Excellent chip breaking performance, avoid chip winding the workpiece or the tool, ensuring good surface quality and the tool life.
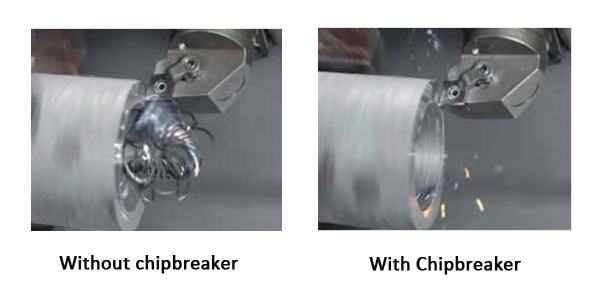
Different chips with same cutting condition by cbn inserts with or without chipbreaker
2. CBN Insert with Wiper
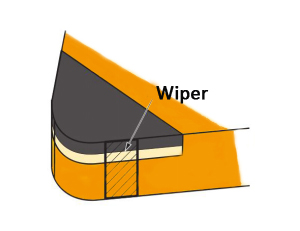
With same feed, obtain higher surface quality.
With same roughness, can be used for large feed, reduce the time on each component, improve the process efficiency.
Note: It can be used for Profile machining, suit for the CNC Lathe with high rigidity.
3. Coating CBN
The perfect combination of smooth coating and CBN base can achieve better cutting performance and improve machining accuracy and life.
